

近日,上海鞍提仕收到來自英國專業船用設備制造商的訂單需求。該客戶專注于船用螺旋槳、推進系統及水下推進器的設計、制造與配套服務,本次采購旨在解決其聯軸器內部鍵槽的高精度加工難題。我們結合客戶的實際工況與設備要求,為其推薦了630GS3 中走絲線切割機床,并完成了針對性的技術方案優化,為客戶提供高效、穩定的鍵槽加工解決方案

客戶主營船用推進系統核心零部件加工,本次采購的核心需求清晰明確:
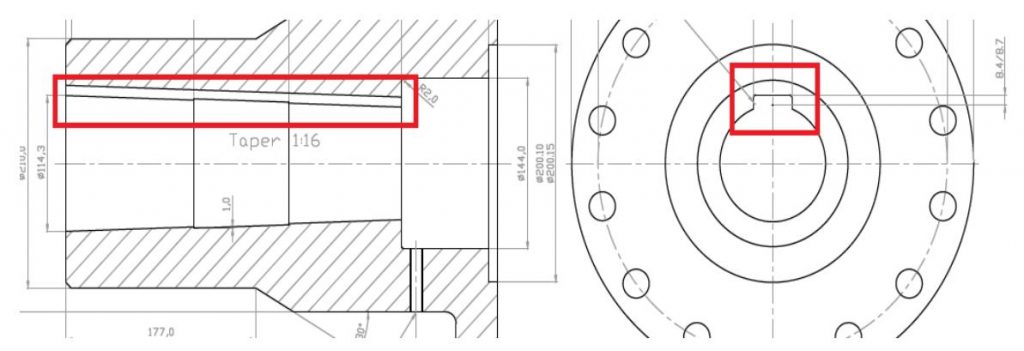
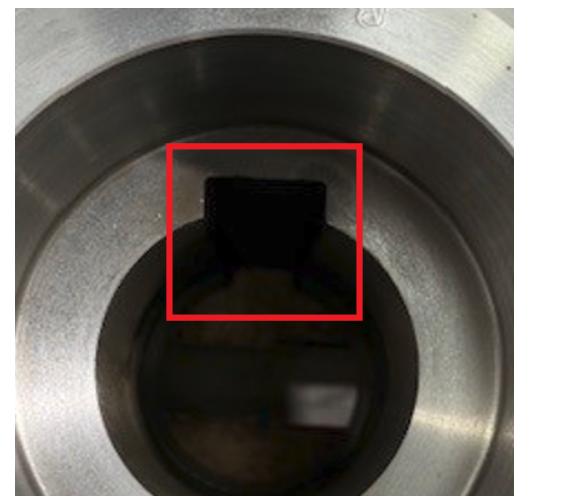
- 加工對象:聯軸器中心孔位置的鍵槽
 |
 |
- 加工精度:鍵槽尺寸精度要求達到 05mm
- 切割厚度:工件切割厚度達 500mm
- 工藝難點:聯軸器為帶錐度的輪轂類工件,鍵槽位于中心孔內,對加工位置度、對稱度和同軸度均有嚴格要求,傳統加工方式難以兼顧深切割、高精度與表面質量。
基于以上需求,鞍提仕選用630GS3 中走絲線切割機床進行適配:
機床原生 X 軸行程 630mm、Y 軸行程 500mm,與客戶加工范圍完全匹配。
Z 軸可定制行程至 500mm,完美滿足客戶 500mm 厚度工件的深切割需求。
Z 軸升降升級為電動按鈕控制,操作便捷,可快速適配不同高度的聯軸器工件,裝夾與加工更高效。
數控 C 軸分度系統:配備高精度數控分度功能,可實現高精度角度定位,完美匹配聯軸器中心孔鍵槽的對稱加工需求,保證鍵槽與中心孔軸線的同軸度。
免緊絲 / 自動緊絲結構:無需人工頻繁緊絲,減少操作誤差,保證長時間切割過程中電極絲張力穩定,提升深切割工況下的精度一致性。
專業編程軟件:搭載 AutoCut V10.0 及 NCCAD 編程軟件,支持工件測量與旋轉找正功能,輕松完成復雜錐孔鍵槽的編程與定位,大幅降低裝夾找正難度。
針對船用鍵槽加工的核心優勢:
1. 深切割工況下的高精度保障
機床采用穩定的運絲系統與優化的脈沖電源控制,可在 500mm 切割厚度下保持電極絲張力穩定,有效解決深切割過程中易出現的錐度誤差與精度偏差問題,穩定滿足客戶 0.05mm 的鍵槽精度要求。
2. 數控分度解決錐孔鍵槽對稱度難題
機床配備的數控 C 軸分度系統,可實現微米級角度定位,精準匹配聯軸器錐孔上鍵槽的對稱度與位置度要求,避免傳統加工中鍵槽偏斜、同軸度差的問題,為船用推進系統部件的裝配精度提供保障。
3. 適配船用合金材料的加工工藝
針對船用聯軸器常用的高強度合金鋼材,設備預設了專用脈沖電源參數與切割速度曲線,有效避免加工過燒、表面損傷,同時保證鍵槽的尺寸穩定性與表面光潔度,適配后續裝配與使用需求。
4. 重型床身結構,適配大型工件
加工整機采用高剛性結構設計,工作臺最大承重可達 700kg,可穩定支撐大型聯軸器輪轂工件;加工過程振動小、穩定性高,滿足船用部件批量生產的精度一致性要求。
630GS3中走絲機型相關參數信息如下:
| 設備型號 | — | 630GS3 |
| 主機外形尺寸(長 × 寬 × 高) | mm | 2050×1550×2000 |
| 設備總重量 | kg | 3000 |
| 工作臺尺寸(寬 × 長) | mm | 880×600 |
| X 軸行程 | mm | 630 |
| Y 軸行程 | mm | 500 |
| 切割厚度 | mm | 600 |
| 工作臺最大承重 | kg | 700 |
| 脈沖寬度 | μs | 1-250 |
| 輸出脈沖間隔與脈沖寬度之比 | — | 4—15 |
| 低壓管數 | 只 | 0-15 |
| 高壓管數 | 只 | 0-3 |
| 伺服速度 | 檔 | 0-15 |
| 伺服跟蹤 | 檔 | 1-199 |
| 伺服限速 | 檔 | 1-500 |
| 運絲速度(檔位) | 檔 | 0-3 |
| 切割次數 | 次 | 1-7 |
| 最小機械驅動當量 | μm | 1 |
| 脈沖分辨率 | μm | 0.4 |
| 最大切割斜度 / 工件厚度 | — | ±6°/80 |
| X/Y 軸定位精度 | mm | ≤0.01 |
| X/Y 軸重復定位精度 | mm | ≤0.005 |
| 最佳多刀切割精度 | mm | ≤0.005(直徑 18 的八方高 25mm,割一修二,材料:SKD11 或 Cr12,HRC58) |
| 最佳表面粗糙度 | μm | Ra 0.7(10mm×10mm×25mm,SKD11、Cr12,HRC58) |
| 最大切割效率 | mm2/min | ≥220 |
| 常用切割效率 | mm2/min | ≥150 |
| 最大加工電流 | A | ≤10 |
| 加工電源空載電壓 | V | 100 |
| 消耗功率 | KW | ≤2.3 |
| 電極絲直徑 | mm | φ0.12-φ0.2 |
| 絲筒運絲速度 | — | 變頻調速(可變電壓與頻率) |
| 緊絲方式 | — | 雙向自動緊絲 |
| 運絲速度 | m/s | 3-12 |
| 過濾精度 | μm | <5 |
| 過濾方式 | — | 慢走絲切割機過濾方式 |
| 工作液 | — | 專用切割液 |
| 電力 | — | 380V±10% / 50/60Hz / 2kVA |
| 溫度 | — | 溫度 15-30℃ / 濕度 40-80% |
| 氣壓 | kpa | 86-106kpa |
目前,該 630GS3 中走絲線切割機床正處于與客戶的細節敲定階段,包括定制化行程參數、電控配置及軟件適配等細節均已進入最終確認環節,后續將按客戶要求進入整機精工生產流程,為其打造高適配、高穩定性的專業化鍵槽加工解決方案。
如需了解更多船用精密零部件加工解決方案,歡迎咨詢上海鞍提仕:contact@antsmachine.com,我們的技術團隊將根據您的具體需求,為您匹配最合適的中走絲、快走絲或慢走絲線切割設備方案。
關鍵詞:中走絲、慢走絲、快走絲、線切割、船用聯軸器鍵槽加工
獲取所需的產品報價
給出詳細的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在 1 小時內回復您,請注意查收您的電子郵件。